
Horn in the USA: Building better brass instruments, one part at a time
At S.E. Shires, craftspeople work hard to create horns that fit their players exactly right.


- 30 years experience at tech and consumer publications, print and online. Five years in the US Army as a translator (German and Polish).
It took a couple years to figure out all the things that had to come together just right to craft a new trombone for Michael Davis.
He was working with the S.E. Shires Company, a small Massachusetts-based maker of custom horns, to concoct a small-bore trombone suitable for a commercial and jazz player. Over his 35-year career, the trombonist, composer and author has played with jazz and pop stars including Buddy Rich, Frank Sinatra, Lady Gaga, Sheryl Crow and the Rolling Stones, as well as in the pit for Broadway shows.
Even with a relatively simple design like that of a trombone, there's a lot to consider: the flare of the bell, the size of the bore, the mix of the metals, even the thickness and placement of the slide brace. On the first day Davis visited the S.E. Shires facility a little over a decade ago, he tells me, the company had all sorts of components for him to try out in different combinations. That turned into months of back and forth and, eventually, an idea that required some time to get the tooling set up. Then it all came together.
"One of the things I was never able to find in the horns I played previous to Shires was the ability to get some nice warmth and roundness to the sound," says Davis. "Steve Shires was able to figure it out."
That's what a master craftsman does, and that's what the company Shires founded in 1995 is all about: finding the exact right fit and feel between musician and instrument. You get a bespoke horn, or something close to it, and one that's made in America to boot.
"Almost every instrument we make is a different spec than the one right before it and the one right after it," says James Monaghan, general manager and a trombone player himself.
These are high-end horns -- they might cost you $5,000 or more -- for accomplished musicians and aspiring professionals. They're probably not what you'll be buying for your middle schooler just starting out.
But labor-intensive work and all that attention to detail can be a daunting business model. Though S.E. Shires is thriving now, with 30 or so employees and ambitious plans for growth, it went through a rough patch not so long ago. In 2014 it filed for bankruptcy as part of its acquisition by Eastman Music, which has brought new resources to the endeavor to match the reputation for top-quality instruments.
As distinctive as S.E. Shires is, it offers a window into the evolution of brass instrument making since the late 20th century and illustrates the challenges and contradictions of defining American manufacturing in the modern world. Eastman, headquartered on the other side of the country, has extensive operations in China, and some of the materials used across its product lines come from overseas.

Trombone tuning slides stand by to be matched up with other parts of the horn.
On a hot and hazy summer day, I visited the S.E. Shires factory in suburban Holliston, Massachusetts, to see how the company makes its trombones, trumpets and euphoniums. It's a low-slung one-story building nestled into the greenery of maple and oak trees in a well-landscaped industrial park, one town over from the start of the Boston Marathon. On the inside, the workspaces are heavy on the grays of industrial machinery and the muted earthy shades of unfinished brass, offset by storage bins in bold colors.
I also spoke with Steve Shires, who left the company more than a year and a half ago, at the start of 2020. But he's still designing and making instruments. Now it's French horns, which he's building by himself at his home in Vermont, once again in a basement workshop as he'd done a quarter century ago crafting trombones at his then-home in the Boston area.
"Anytime you're manufacturing something," he tells me, "you've got to be prepared for challenges along the way."
'A local-grown company'
The musical instrument market in America isn't what it used to be; consolidation over the last several decades swallowed up dozens of manufacturers. Now the market is dominated by just a few big players: Conn-Selmer, based in the US; Yamaha, based in Japan; and KHS Musical Instruments, based in Taiwan. They all offer a range of instruments, from student to professional models, with a mix of national origins, and while overseas manufacturers sometimes get a knock on quality, they get credit for some excellent products as well.
Outside the giants, there are still a number of notable US-based instrument makers. Zildjian is headquartered in Norwell, Massachusetts, where it makes all its cymbals (it makes drumsticks and mallets in Maine). In the guitar world, Gibson calls Nashville home, with manufacturing in Tennessee and Montana, while Fender, based in Los Angeles, makes its guitars in the US, Mexico, China and Japan. Steinway pianos sold in the US are made in Astoria, New York, but for the rest of the world, they're built in Hamburg, Germany.
It's not always easy to pin down what it means to be an American manufacturer, but S.E. Shires clearly qualifies as homegrown.
"Shires being in this country is a big advantage," says Steve Dillon, owner of Dillon Music, a musical instrument dealer in Woodbridge, New Jersey. "It's a local-grown company. People feel very comfortable with that."

Reggie Young (trombone) and Bobby Burns (trumpet), longtime members of the Earth, Wind & Fire Horns, play S.E. Shires instruments. (At right is EW&F sax player Gary Bias. S.E. Shires doesn't make saxophones.)
If you're a musician in the US looking to acquire a custom-built instrument, it helps to have the craftspeople close at hand. Buying off the shelf just won't cut it, and overseas manufacturers -- even the best ones -- just aren't as convenient. Beyond that, S.E. Shires has always had a modular approach to building instruments, making it easier to find a combination of parts that fit a player's needs. For top performers, those subtleties matter.
Terry Everson, a professor of music at Boston University and the Tanglewood Institute, said that a decade ago he'd been working with a company based outside the US and wasn't particularly happy with the interaction.
"I tried some of the Shires instruments, and said, Oh my goodness, these are terrific," he says. Over the course of four visits to the factory and refining what it was he wanted out of a horn, Everson tells me by phone while on his way to a recording session in Worcester, "they built a trumpet that did everything I wanted it to."
Most of the current facility, which S.E. Shires moved into in 2018, is given over to manufacturing, assembly and finish work. Right now it's at 12,000 square feet, but the company just broke ground on an expansion that'll get it to 20,000.
Off the small lobby is the showroom, with a gleaming array of finished horns and horn parts; it's where visiting musicians can get up close to the instruments (by appointment) and where the company records videos for posting on social media. You can watch and listen, for instance, to a snippet of Vivaldi on a pair of piccolo trumpets, hellacious speed on a slide trombone, a demo of the company's Q series euphoniums or an introduction to the Blair Bollinger travel model trombone.
For me, as a long-lapsed trombone player whose lifetime collection of LPs, CDs and Spotify playlists skews heavily toward the likes of J.J. Johnson, Bill Watrous and Trombone Shorty, the sight of all those slides left me wishing I had any kind of chops left. I demurred when the folks at S.E. Shires offered to let me try out their horns. It was best for all concerned.
Steve Shires got the company started in the mid-1990s, at a time when high-level brass instrument players tended to buy their horns from bigger manufacturers, and then -- if they wanted a different feel to some aspect of it -- would go to a repair shop or a lone craftsman for tinkering. His idea? Build those customized horns from scratch.
An accomplished trombone player from Iowa, Shires had worked for the preceding decade in Chicago and then in Boston repairing and refurbishing horns and progressing from there to more-advanced manufacturing skills like building valves, drawing tubing and spinning brass on a lathe to shape trombone bells. He and his company quickly established a reputation for high-quality craftsmanship. Word spread, sales and staff grew, and within a year or so, S.E. Shires was moving into bigger quarters not far from where it is now.

Doc Severinsen and his Destino III trumpet.
Enter Doc Severinsen, the legendary jazz trumpet player who'd led The Tonight Show band for 30 years during the Johnny Carson era. It was around 2008, and even though S.E. Shires was still focused on trombones, Severinsen, on the recommendation of a friend, cold-called to ask if the company would make him a trumpet. It did, and that horn became an S.E. Shires artist's model, the Destino III.
But for all the renown coming to S.E. Shires, the cash flow wasn't always favorable. Steve Shires was stretched thin as both president of the company, running day-to-day operations, and its chief bell spinner. Faced with high upfront costs for labor and material, plus debt taken on during a pair of economic downturns, in 2014 the company filed for bankruptcy in conjunction with its acquisition by Eastman. The next year, Steve Shires moved to Vermont, and at the start of 2020, he left the company.
Eastman, based in Pomona, California, has its own namesake lines of wind instruments, strings and guitars, made in China. S.E. Shires is just one of the premium instrument companies that it's added to its portfolio -- Eastman also owns flute maker Haynes (another Massachusetts company), clarinet maker Backun (in British Columbia) and guitar maker Bourgeois (in Maine).
Growth and expansion
With the financial backing of Eastman, S.E. Shires has shifted into a new phase of more-rapid development and a dramatic diversification of its catalog. It's expanded the variety of trombones and euphoniums. In the trumpet family, it's added cornet models and piccolo trumpets, and has a flugelhorn coming out. Now it has a French horn in development, and when the factory expansion is completed, it'll start making tubas right there in Holliston.
"We're projecting not just sales but also development out five to 10 years, which is something we were never able to do before," says Samantha Lane, director of sales and marketing. (She's also a trumpet player.)
The company is now selling, primarily through dealers, across a wider range of prices, from the artist and custom models down through the Q series, designed as an entry-level professional line, and eventually into the upcoming Revere series, which will be student step-up instruments that'll start out being sold in international markets.
The horns are an investment. The Doc Severinsen-inspired Destino III trumpet costs about $4,300, while the Joseph Alessi artist model trombone, originally crafted for the principal trombone player of the New York Philharmonic, runs about $5,700. The Shires Q series horns are less expensive, but not cheap -- around $2,500 for a trumpet and $3,000 for a trombone.
By comparison, entry-level student model trumpets and trombones, from a range of manufacturers, tend to top out at around $1,500, with some horns available for $500 or less. (The Conn and King trombones I played in high school and college would've fallen into this range, at whatever the prevailing prices were in the 1970s.)
Understandably, S.E. Shires horns don't sell in huge numbers. In its top-of-the-line custom series, the company sells close to 800 trombones a year, and 350 to 400 trumpets. The Q series, launched in 2015, is approaching that level. Sales of S.E. Shires instruments have been predominantly in the US, but the split is getting closer to half and half, with international sales in countries ranging from China and Japan to Mexico and Brazil and a number of European markets.
That's a tiny volume, though, compared with the education market for musical instruments. According to the National Association of Music Merchants, in 2019 US schools acquired 258,000 brass instruments.
Still, the runway to a higher volume of sales is there for S.E. Shires.
"They're growing," says Dillon, the instrument dealer, "and that's in an industry where we tend to be shrinking."

It takes a lot of work before unfinished brass can become the bell of a horn.
'You have to make it yourself'
The S.E. Shires factory floor in Holliston is a warren of machinery, unassembled parts and raw materials, with a constant burr of noise from the work going on. Monaghan, a cheerful, garrulous man in his mid-40s who's been with the company 17 years, guides me through.
We pause to watch one worker shape what will become part of a trombone bell, alternately ramming it onto a flared post and tapping it with a yellow hammer, and to watch another worker annealing brass with an intense flame. On average, it takes about four weeks to make a trombone.
There are shelves filled with metal rods, and rollers with sheets of metal, mostly brass in various alloys -- yellow, gold, red and so on -- along with nickel and sterling silver, and in a variety of weights. Unfinished bells stand in stacks and hang along walls. Pass through a door, and you're in rooms crowded with bins of finished pieces, where later steps take place: fitting, polishing, lacquering.
Many of the craft workers, Monaghan says, are freelancing musicians, which factors into the sensitivity they bring to the manufacturing work. It's a benefit of being close to the music and arts hubs of Boston, Providence and New York. Even so, some skills, like bell spinning, can take years to perfect.
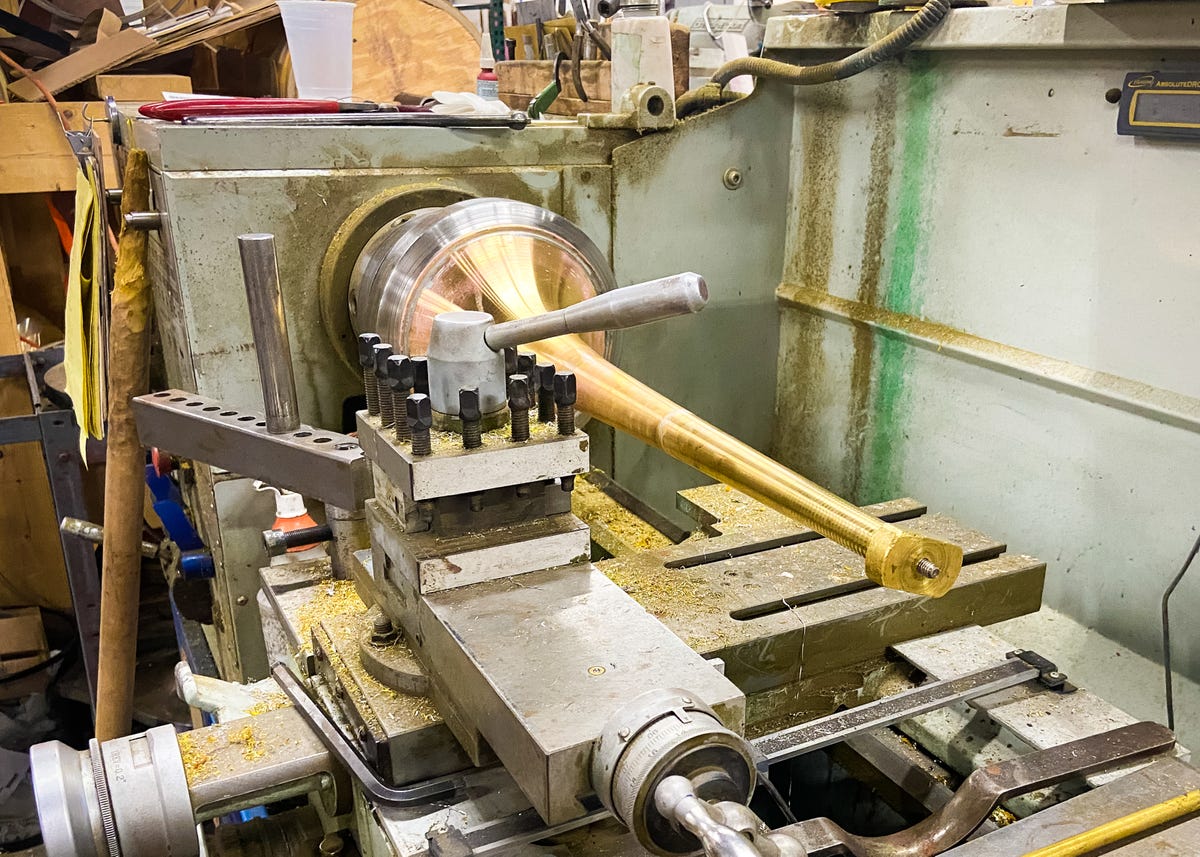
A trombone bell sits on a mandrel, where it's spun to be crafted to just the right taper and thickness.
For all the work that's painstakingly done by hand, S.E. Shires is well outfitted with computerized machinery, and has been since its early years.
On order is a new CNC (for "computer numerical control") lathe that's being custom-built. It's due toward the end of the year, and Monaghan says that when the machine arrives, it'll probably take two years to get it fully programmed to make all the parts the company needs it to handle. Many of the parts being made today don't have CAD drawings -- a lot of the early designs were done in pencil on graph paper, then handwritten into the G-code that the computerized machinery required.
Not all the horn components are made here. Some are acquired from overseas, such as bent parts from China and joints from Germany. An overseas origin doesn't have to mean lesser quality.
Partly that's the Eastman connection. It has three company-owned factories in the Beijing area making a range of brass instruments, plus string instruments and guitars. In the Bazhou factory, there's a design team as well, and the tooling to make some of the manufacturing gear used in Holliston. It's where, for instance, S.E. Shires sources its steel mandrels, the heavy-duty tapered shafts that go on the lathes for spinning bells. (Emphasis on "heavy": The company's euphonium mandrel weighs 800 pounds.)
Building your own machinery is a matter of necessity. There isn't any industry to speak of that supports brass instrument makers. To get a mandrel, Monaghan says, "you can't just go online and order one on Amazon. You have to make it yourself."

Heating brass, in a process known as annealing, is a key step in getting it ready to be worked on.
There are economies of scale, too: It's more efficient to make parts in larger numbers in China, given how small the Shires operation is. But the advantages flow the other way, too: The US units, including Shires, have helped shape the quality control efforts in China, something that Eastman founder (and flutist) Qian Ni has emphasized. The work done in China isn't outsourcing, Monaghan says, since the factories belong to Eastman. He refers to it as a partnership.
"They are improving their processes and their quality controls so they're making parts up to our standard, which is incredibly high," he says.
As we chat in his office, an array of horns along one wall, Monaghan turns his computer monitor to show off a schematic for the custom French horn -- "a really complicated instrument" -- the company is working toward. He did the rough prototype, then sent it to the design team in China to work out the kinks. Once he gives the green light, they'll start making the first round of prototypes; they have the capabilities to make the tricky bent pieces.
As for raw materials, S.E. Shires gets the small amounts of the wood it uses for valve levers from Brazil, while it typically sources its brass and other tubing from a company in Pennsylvania and its nickel and brass solid stock from a Massachusetts company. Where those suppliers get the metals is another matter; what's top of mind for S.E. Shires is the composition of the alloy, down to trace elements of things that aren't zinc or copper, the two metals that constitute brass.

Rods and tubes of brass and nickel await their turn.
'They play-test the instruments'
S.E. Shires isn't alone in making brass instruments in the US. Other small companies crafting and manufacturing high-end horns include Getzen, in Wisconsin, and Schilke, located outside Chicago. Overseas, a comparable company is Michael Rath Trombones in England.
At the other end of the scale is Conn-Selmer, whose lines include Holton, King, Bach and Leblanc, along with the two in its name. One of the giants in the business, it has factories in Ohio and Indiana. John Fulton, vice president of sales for the Americas, says most of the company's products are made in the US -- about 75% of the student brass products (some of which include foreign components), and 100% of its intermediate and pro lines (though the intermediate line is switching to some foreign-made parts).
Fulton points to quality control advantages when manufacturing at home.
"We can manage the quality much closer here in the United States," he says. "We can build a product that's profitable for our company, that has a good price point in the marketplace at the professional level."
It's much harder to do that with a lower-priced student product, Fulton says, so there's very little manufacturing still being done at the intermediate or student levels in the United States.

S.E. Shires General Manager James Monaghan, a performing trombonist, has extensive experience working on the factory floor.
Among the big overseas companies, Yamaha manufactures predominantly in Japan and Indonesia, and KHS in Taiwan and China. The quality of the Chinese instruments can be a mixed bag, musicians say.
Not in the case of Shires' China-sourced parts, though.
"The quality control is focused around what they do in Holliston," says Chris Van Hof, an assistant professor of music at Ball State University in Indiana, who plays a Shires trombone. "They play-test the instruments. They make sure that everything is working."
Starting over
Steve Shires is still in the business of making instruments but now has a new company, Stephens Custom Horns, based in northern Vermont, where he's been crafting French horns for a few years. It's a boutique operation: Working solo -- spinning the bells, drawing the tubing and so on -- he makes two horns a month, needing about 40 to 80 hours to build each one. His French horns sell for about $12,000 apiece.
Via FaceTime, he shows me around his workshop, listing the equipment: milling machine, air compressor, lathe, buffing machine, engraving machine, plus mandrels, tapers, tubing. He's serious in demeanor, with a deliberate manner of speaking, pausing from time to time to shape his thoughts.
He gets his unfinished tubing from Pennsylvania, but his valves and bell brass come from Germany.
"I could make them," he says of the valves, "but suddenly you need a whole bunch more machinery, and I couldn't make them any cheaper or any better."
The valves, he says, are the heart of the horn, but not the soul of it. He can control the intonation, response and sound with the bell, the lead pipe and other elements.
Reflecting on his early days in the business, he notes that the Shires company was "making 98% of stuff in-house" in part because of inconsistency in the supply chain, even sourcing in the US. It's a small market, and a valve maker or a bent parts fabricator might just stop making those things. S.E. Shires built its own parts so it would have control.
It's the work that counts.
"Players," he says, "don't care where the materials come from."

Trombonist Michael Davis shows off his S.E. Shires custom-built trombone.
Getting the fit right
By and large, the processes of making a brass instrument are the same whether it's in a huge factory or a small shop, says Gabriel Langfur Rice, a bass trombonist and a lecturer in music at Boston University. He's not only a Shires artist -- he also worked for a while at the company. On the manufacturing side, he took care of one of the final steps: making sure tuning slides fit properly. He also helped to match customers with instruments, swapping components to get the right combination.
That's the attention to detail, the hands-on element of what S.E. Shires does. It's the difference between getting a suit or a dress tailored to your dimensions, versus buying off the rack.
"It's really a matter of how much time is spent to get the fit really right, to get the tolerances of the hand slide, to get the tolerances of the valves, really right, really fitting well," Rice says.
After I left the factory, I did feel a tinge of regret at not trying out the horns, no matter how ugly that might have sounded. How much harm could a pitchy B-flat arpeggio have done, really? I'd at least have experienced that resonance, that sensation of breath as music.
Michael Davis, who has three Shires horns, says that in general, he finds American-made horns to be the better built, but he gives a nod to some "super high quality" horns coming out of Japan's Yamaha.
In the end, Davis says, it's a personal thing.
"If the horn feels good to you and does what you want it to do," he says, "that's kind of all I'm looking at, no matter where it's from."